










製造業における品質保証と検査体制について
<目次>
1. はじめに
2. 品質保証とは
3. なぜ「品質保証」が必要なのか
4. 検査体制の作り方
5. おわりに
1. はじめに
ここでは、これまで携わってきました製造業での品質保証業務の経験から、品質保証とそれを実現する為の検査に関する基本的な知見について述べます。
◆ 御社の技術課題、国家資格の「技術士」に相談してみませんか?◆
2. 品質保証とは
本題に入る前に、そもそも「品質(Quality)とは、何か」から述べます。
「品質」とは、「製品やサービスが、お客様の期待や要求をどのくらい満たしているか」を表すものです。つまり、購入者の満足度です。単純に「性能・完成度の高さ」ではなく、「購入者の要求をどれだけ正確に満足し、それを適正価格で提供できているか」の程度・度合のことです。
次に品質保証と類似の言葉で、「品質管理(Quality Control)」についてです。これは製品の生産過程(加工、組み立て)で、不良品が発生しないようにする為の全ての業務・取り組みのことで、生産者視点の業務です。
最後に、品質保証(Quality Assurance)とは、製品が仕様(社内基準、顧客要求)を満足していることを確認し、顧客が目的とする使用ができることを保証することで、購入者視点の業務です。お客様への不良品流出防止の為の最後の砦となる業務です。
3. なぜ「品質保証」が必要なのか
ここでは、お客様へ不良品が流出してしまった場合に一般的に生じる様々な対応を想定して述べます。
(1)波及範囲、お客様への影響度、原因、再発防止策などの調査・立案・評価
→現場の従業員が、通常業務に加えて、そして必要ならば優先順位を調整して対応しなければなりません。
(2)お客様への説明
→品質部門の責任者が、お客様へ直接出向いて説明しなければなりません。
(3)対象製品の作り直しや修理、再検査、追加検査など
→通常の生産体制を変更して、現場の従業員がこの業務に対応致します。また、この業務が的確に遂行されるように管理者も合わせて対応致します。
(4)お客様の先のお客様(いわゆるエンドユーザー様)への影響に対する対応
→上記(1)~(3)のようなことをお客様にもさせてしまう可能性があります。
このように簡単に列挙しただけでもこれだけの非定常作業をせざる得なくなり、二次災害を発生させるかもしれない悪循環を防ぎながら、できるだけ速やかに完了させなければなりません。
品質問題で最もご迷惑をおかけすることになるのは言うまでもなくお客様ですが、同等又はそれ以上のことを現場が対応しなければならなくなり、その負担と機会損失の大きさは計り知れないものになる為、「品質保証」は大事にしなければならないのです。これが、顧客満足度を高め、信頼を維持していくこと、ひいては自社への発注(事業運営)を守り続けるための基本になります。即ち、「自分たちの仕事を自分たちで守る為」の仕事が「品質保証」だと言えます。
4. 検査体制の作り方
後工程に不良品を渡さないことが基本です。「後工程はお客様」です。生産工程の源流に近いところ、つまり各工程内の検査までで不良品を検出・除去することが低コスト・低負荷な品質管理です。そして、出荷前の最後の砦として、生産部門とは独立した品質部門が最終検査をする体制の基本です。主な検査体制の作り方は以下のとおりです。
(1)全体像(フローチャート)
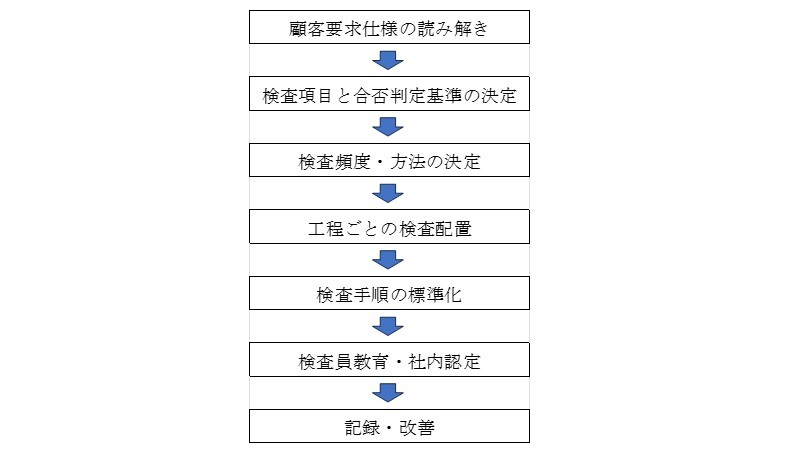
(2)顧客要求仕様の読み解き
これが最重要作業です。ここで生産部門・品質部門が要求仕様を正しく理解しないと、製品の製作・検査方法の間違いや、製品の合否判定の齟齬等の問題発生の原因になります。特に以下のことに注意して、正しく要求仕様を読み解きましょう。
① 何を満たす必要があるのか(性能・寸法・外観など)
② どの程度の精度が必要か(許容差・合否基準)
③ どの工程で保証すべきか(受入・工程内・最終)
※特にISO9001で言う、「特殊工程」で保証すべき仕様には要注意
④ トレーサビリティの要求レベル
⑤ 検査頻度の要求(全数/抜取)
この作業で、不明・曖昧・対応不可能な仕様が見つかれば、お客様へ確認・協議し、解決しておきましょう。
(3)検査項目・合否判定基準の決定
上記(2)の作業で全ての要求仕様が明確になりましたら、検査項目・合否判定基準を決めましょう。
(4)検査頻度・方法の決定
お客様の要求仕様の中で、検査頻度・方法に関する言及があれば、それに従います。言及がない場合は、以下のことに注意して決定しましょう。
① 検査頻度…全数検査か抜取検査かを以下のような観点から決定します。
・工程が安定しているか否か
※事前の試作や過去の類似品のデータがある場合は、工程能力指数を算出して決めると合理的です。まずは全数検査で始めて、工程能力指数が一定の水準に達したら抜取検査に移行してもよいです。
・不良が重大クレームにつながるか否か
※特に「特殊工程」に起因する不良は、お客様の使用時にしか発生しないリスクがありますので、一定頻度で破壊試験や信頼性試験を実施すべきです。
・大量生産で全数検査が非現実的
・抜取検査数は、AQL(Acceptance Quality Limit:合格品質水準)をお客様と取り決めて、ISO2859-1に基づくのが合理的です。
② 検査方法
・要求仕様を満足する精度で検査できるか否か
※測定が必要な検査項目は、許容差の有効桁数より1桁多く測定できる計測機器を選定しましょう。同じ桁数までしか測定できない計測機器を使用すると、分解能や四捨五入の為に、本当は許容差から外れていても、許容差内の実測値が表示されることがある為です。
・外観検査は、目視でできるのか、顕微鏡・拡大鏡等が必要なのか、機械で自動化できるのかなどを確認しましょう。
③ 検査項目一覧の作成
ここまで決めることができたら、検査項目の一覧表を作成します。下表はその一例です。

(5)工程ごとの検査配置
検査項目に応じて、「どこの工程で検査をするのが合理的か」の観点で、検査する工程を決めます。基本的には以下の3種です。
① 受入検査:生産に必要な部材や、外注加工品を工程に払い出す前の検査です。
※品番、数量、検査成績書、外観、寸法などが合格であるかの確認です。
② 工程内検査:工程毎に出来栄えを検査します。ここで合理的な検査をすることで、最小コスト・最大効果の品質保証ができます。この検査で不良品を後工程に渡さないようにすることが重要です。また、この後の最終検査で検査できない検査項目は、ここで必ず検査が必要です。
③ 最終検査:生産部門とは独立した品質部門が出荷前に実施する、最後の砦となる検査です。
(6)検査手順の標準化、検査員教育と社内認定
① 検査手順の標準化
・検査の手順の文書と合わせて、限度見本サンプル(画像、実物)と合わせて、可能であれば動画も撮影し、熟練検査員のノウハウが伝承できるようにするとより効果的です。またネットワーク環境が許せば、それを直ぐに確認できる環境を整備すると検査員ごとの作業精度のばらつきを抑えることに役立ちます。
②検査員教育と社内認定
・検査員に必要なスキルマップを作成し、そのスキルを満足できるまで教育を実施することが重要です。スキルを満足したら、認定試験を実施し、合格した検査員のみに必要な責任と権限を付与することが重要です。認定できるまでの間は、認定検査員によるWチェックを必ず実施しましょう。また、社内認定は更新制度にすると、検査精度を維持することができます。
(7)記録と改善
・検査結果は、必ず記録をすることが重要です。お客様に提出する検査成績書作成はもちろんのこと、蓄積した検査結果を使って、工程分析や工程能力、検査基準・方法の見直し・改善等に役立てることができるからです。
6. おわりに
製造業の品質保証で最も重要なことは、顧客要求仕様と自社の工程能力(対応できる品質の限度)を正確に把握し、生産開始前までに顧客と自社が合意しておくこと、そしてその合意内容が自社の生産部門・品質部門の末端まで正確に周知されることです。これができて初めて適正な検査体制作りができるようになります。この寄稿が品質保証・検査体制の再考に少しでも関心を持って頂くきっかけになれば幸甚です。

【執筆者】
中村 友紀
技術士(機械部門、総合技術監理部門)
(日本技術士会九州本部/北九州)
【専門事項】
半導体部品の組み立て・加工メーカーに約25年勤務しております。その多くを品質管理部門・品質保証部門に所属し、品質に関わる業務を経験して参りました。
※本記事のご利用にあたって
本記事の内容は執筆者個人の見解に基づくものであり、日本技術士会の公式見解ではありません。また、記事の内容は執筆時点の情報に基づいています。ご利用者様自身の判断と責任において、ご活用頂くようお願いいたします。