










穴加工工程の省力化について
<目次>
1. はじめに
2. ソフト開発の手順
2.1 開発手順の検討
2.2 隣接する穴のチェック
2.3 熱処理による膨張を配慮した機能
2.4 金型の裏側加工の場合の座標変換機能
3. 実行(動作状況)
3.1 動作状況(データの読み込み)
3.2 動作状況(穴位置データの出力)
3.3 NCデータの作成
4. おわりに
1. はじめに
主にスマートフォンなどの小型電子機器の金型製作を生業とする企業において、小型電子機器の金型には約900個の多数の穴加工が必要で、その製作加工に苦慮しており、省力化できないかとの相談を受けた。一つの穴加工は主に、ザグリ、ドリル、エンドミル、タップ等の数種類の加工が必要になる。
現在、CAD/CAMシステムを活用して設計から加工までの工程の省力化はかなり進んできているが、小型電子機器の金型においては、ボルトや押し出しピンなどの穴が800個以上になる場合があり、CADでのモデリング作業は、穴の配置にかなりの時間を要している状況である。このモデリングの工程中に、穴加工だけでも先行して作業できれば、全体の工期も短縮可能となる。
加工穴の情報は、表計算ソフトのデータとして、穴中心位置、直径、深さなどの情報が得られていた。
そのデータを利用して、モデリング作業中であっても、金型の穴加工を先行して行い、CADでの作業は穴加工以外の深堀や曲面形状の加工に関する形状のモデリングに重点を置くことで工期の短縮を実現することができる。このようなことからC#(Microsoft Visual Studio 2017)を利用して穴加工ソフトの開発を実施することとした。
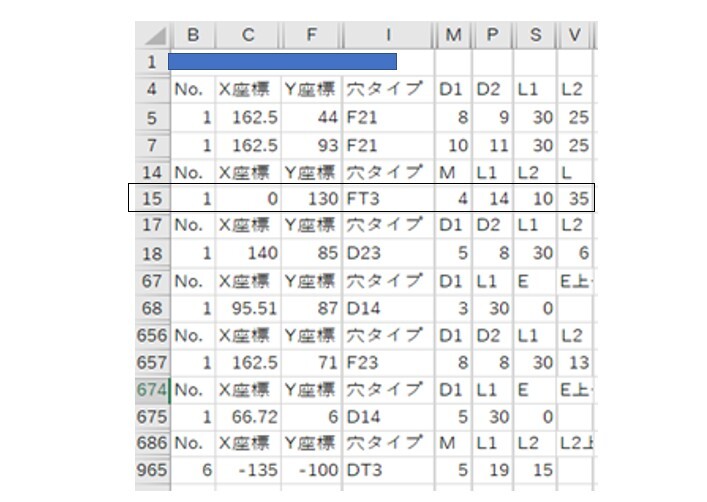
図1 穴加工のデータ(中心位置、穴タイプ、直径、深さ等)
2. ソフト開発の手順
2.1 開発手順の検討
穴加工のデータの例を図1に示す。穴タイプD14の貫通穴を除いて、通常一つの穴に対して、ボルトの頭部の径と軸の径の二つの穴径と深さが指定される。タップ径Mの場合(四角枠)は、下穴のドリル加工深さとタップ深さが指定されている。実際の穴の形状を示すと図2のようになる。
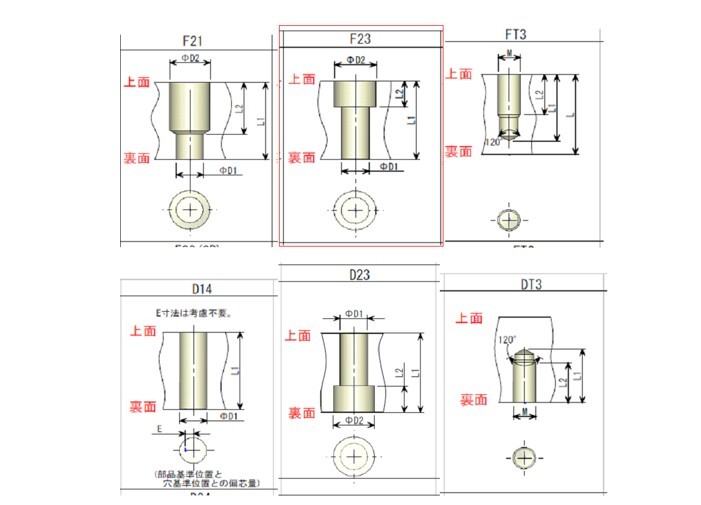
図2 穴形状の種類(ドリル、エンドミル、タップ等)
図2に示す穴の種類において、F21、F23及びFT3は上側からの加工となるが、D23及びDT3は裏側からの加工となる。D14は貫通穴なので、上側からの加工で対応することとした。
図1に示すデータを読み込み、穴の種類ごとに穴加工のデータを作成する。ここで穴タイプ「F21」の場合は、図3に示すようにD1とL1及びD2とL2 のエンドミル及びドリル加工に対応する二つのデータ(四角枠)を作成し、穴タイプ、穴径、深さ毎にグループのリストを作成するようにした。そして、他の種類の穴の場合も同様にした。
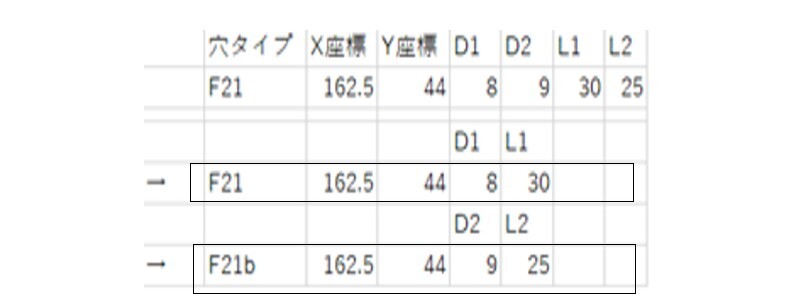
図3 穴タイプF21の場合のデータの作成例
2.2 隣接する穴のチェック
加工する穴の位置が隣接する場合、特にドリルによる加工においては、すでに加工済みの穴に隣接して加工すると、隣の穴の方向に工具先端が流れていく現象があり注意が必要である。
そこで、穴の情報を取り込んだ後、隣接する穴位置を調べ、その二つの穴間の距離が穴の半径の和よりも小さい場合は、隣接する二つの穴の情報(中心位置、穴径)のデータをリスト表示するようにした。このような穴の位置情報を示すことで、あらかじめ注意すべき加工位置を提示し加工ミスを軽減できた。
2.3 熱処理による膨張を配慮した機能加工工程日程表の作成
金型製作においては、切削加工後に熱処理を実施する。その熱処理(焼き入れ、焼き戻し)において金型はマルテンサイト変態(合金において結晶格子中の原子が拡散を伴わずに協働的に移動することにより新しい結晶構造となること)を起こし、わずかながら膨張する。その膨張率を勘案して穴の中心位置座標を求め、加工するようにしている。
その計算においては、穴の中心位置座標が、金型のどこ(四角形状の金型の四隅、または中心)を基準にしているのかを指示して、座標計算を実施した。
具体的には、四隅のいずれかが基準の場合、四角形状の金型の中心位置に座標変換する。例えば、四角形状金型の左下の位置が基準で、x軸方向長さがxl、y軸方向長さがyl、穴の中心位置座標(xc,yc)の場合、新しい穴の中心位置座標(xn,yn)は
xn
= xc - xl/2、yn = yc - yl/2
として求められる。
穴の中心位置を金型の中心位置からの座標に変換した後、収縮率を掛けて加工位置の座標を求めるようにした。その後、その座標をNCデータとして出力している。
2.4 金型の裏側加工の場合の座標変換機能
穴タイプにおいて、金型の裏側から加工しなくてはならない種類(D23、DT3)がある。これらの穴を加工する場合は、金型自体を裏返しする。このとき、金型の中心位置を基準とした座標変換後、金型を正面から見て、左右反転の場合はx座標の正負を、上下反転の場合はy座標の正負を反転する。
裏側から加工する穴形状においては、このような座標変換を実施して、NCデータを作成するようにした。
3. 実行(動作状況)
3.1 動作状況(データの読み込み)
上記で説明したこれらの機能を有する穴加工用NC(数値制御)データ作成ソフトを開発した。NCデータは数値制御で動作工作機械を稼働し、工具を移動させる座標のデータである。その開発したソフトを起動し、穴の情報データを読み込み後、「実行」ボタンをクリックした状況を図4に示す。
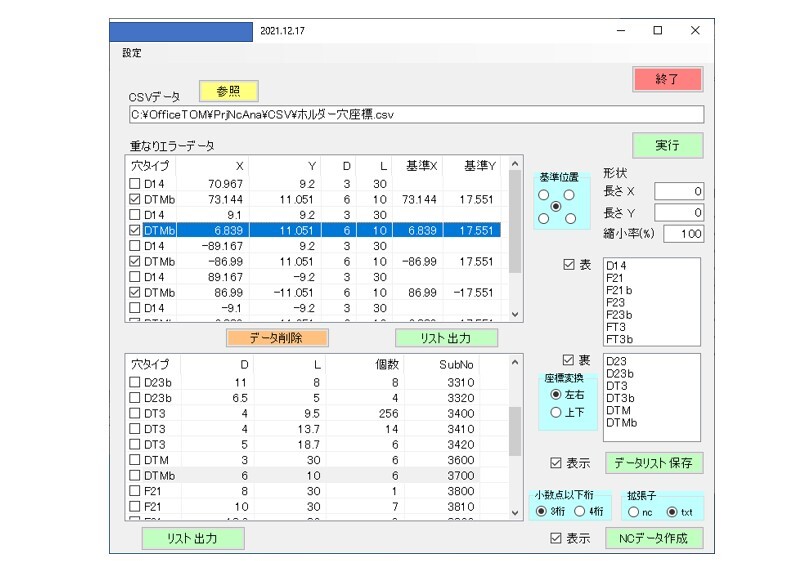
図4 起動後、データを読み込み実行した状況
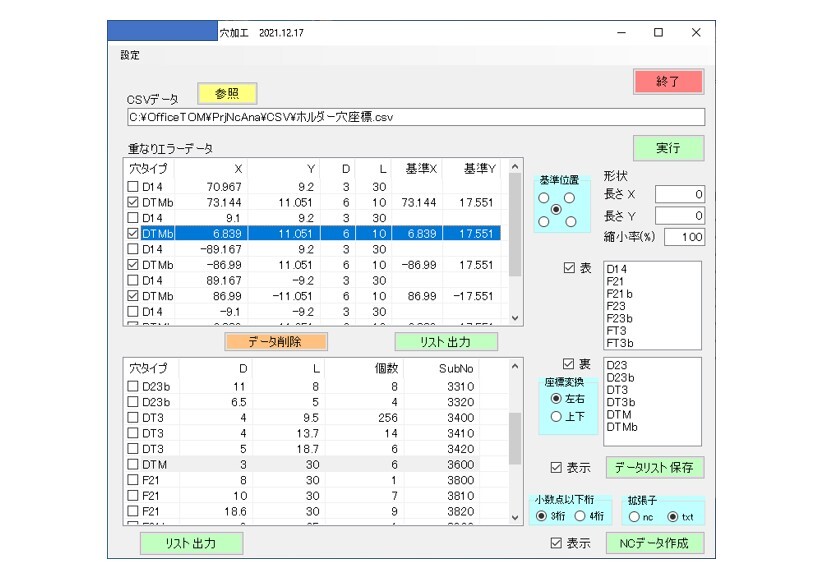
図5 DTMb のデータが削除された状況
ここで「重なりエラーデータ」には、穴位置が重なっているデータが表示されている。ここで「DTMb」のデータにチェックを入れ、「データ削除」ボタンをクリックすると、下部のリストから「DTMb」の項目が削除されていることがわかる(図5参照)。
3.2 動作状況(穴位置データの出力)
図6において四角枠で示すように、「表」のチェックボックスのみにチェックを入れ、「裏」のチェックを外すと、表から加工する穴のデータのみを表示することができる。その状態において、NCデータを作成したい項目のみにチェックした状況を図6に示す。
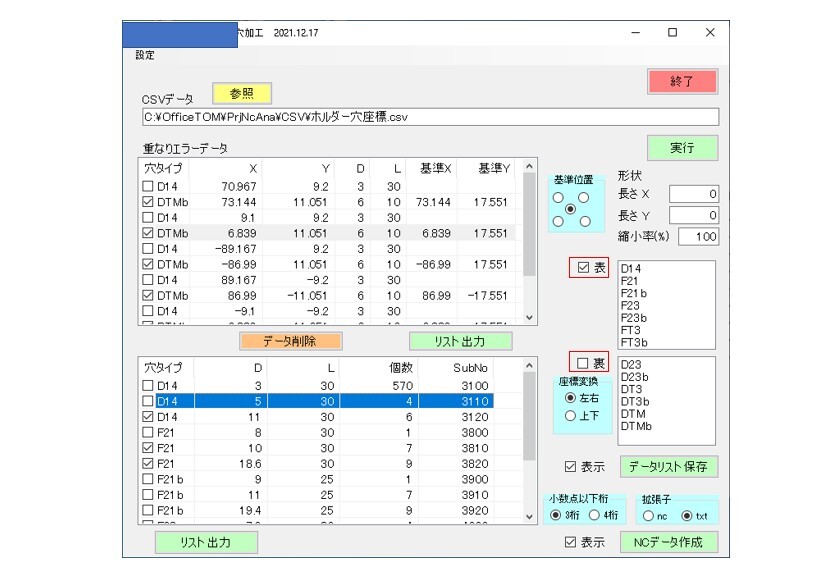
図6 表からの加工のみに絞り、出力データをチェックした状況
ここでは、穴タイプが「D14」の穴径Dが「5」と「11」及び穴タイプが「F21」の穴径Dが「10」と「18.6」の項目にチェックを入れ、「NCデータ作成」ボタンをクリックして出力されたNCデータを図7に示す。このNCデータにおいて、その内容はX及びYの記号で示された座標データとなっており、加工工具はその座標位置において、指定された深さまで加工する。
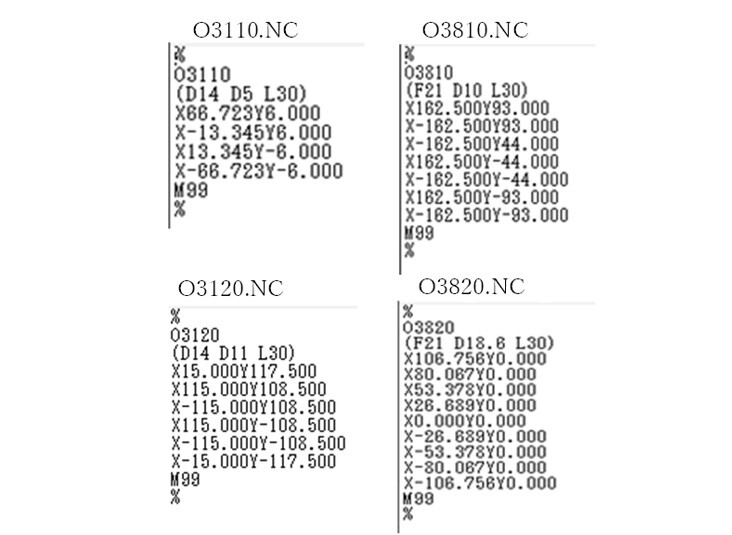
図7 出力されたNCデータの例
3.3 NCデータの作成
ここまでの操作で作成された穴位置の情報データは、サブプログラムであり、工作機械(マシニングセンター)でNC加工する場合には、加工工具の選択や、加工条件などの設定が必要となる。これらの穴位置に対して、「ザグリ」、「ドリル」、「エンドミル」、「タップ」などの加工指令を含むNCデータの作成が必要となる。この工程を省力化するために、図8に示すプログラムを開発した。
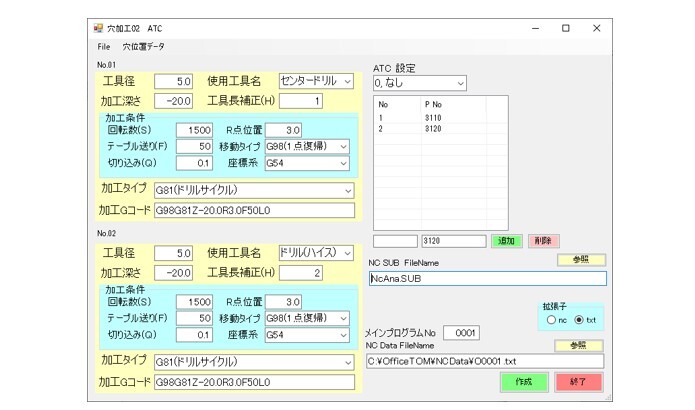
図8 NCデータを作成するプログラムの起動状況
「使用工具名」は、1)センタードリル、2)ドリル(ハイス)、3)ドリル(超硬)、4)タップ、5)ボーリング、6)リーマ、7)エンドミルが選択されるようにした。また、加工タイプは表1に示す加工タイプを選択すると、対応した加工Gコード(NC工作機械において工具の移動を設定する制御記号、NCデータはG及びM等のコード構成される)が表示されるようにした。そして、「Z-1.」や「R3.0」などのコードは「加工深さ」及び「R点位置」などの設定で自動的に修正されるようにした。具体的には図8の「移動タイプ」のG98がコードにある「@ga」に、「加工タイプ」は「@gb」、「加工深さ」は「@za」、「R点位置」は「@ra」、「テーブル送り」は「@fa」に代入される。
このようにして作成したNCデータを図9に示す。
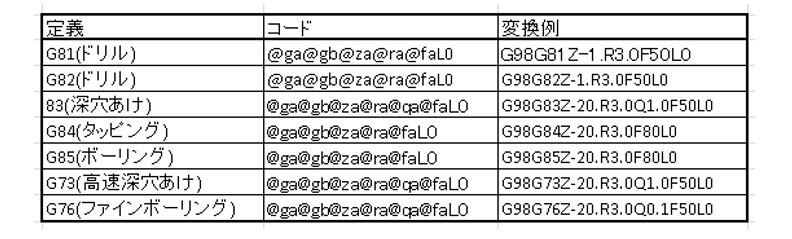
表1 加工タイプと対応するGコード
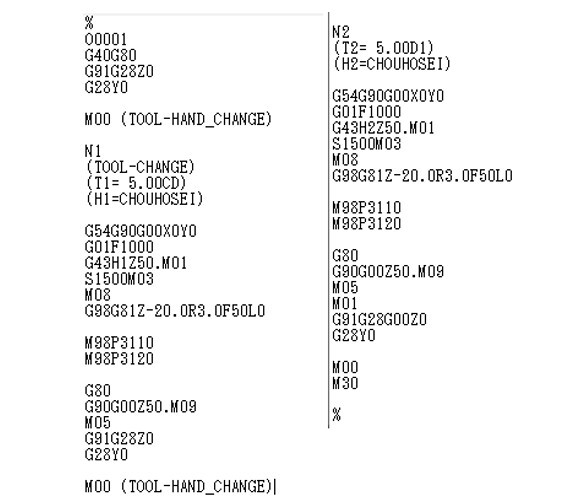
図9 出力されたNCデータの例
4. おわりに
このソフトを利用することで、従来3時間程度を要していた入力作業を20分程度に省力化することができた。また、穴位置の重なりによる加工不具合などのミスがなくなった。このことは担当者の負担軽減に効果があった。
穴の種類、直径及び加工深さなどによるデータの並べ替え、分類などの操作は表計算ソフトを利用することで可能ではあるが、C#言語によるソフト開発でより簡単に実現することが可能である。
CAD/CAMシステムを導入している企業も多いが、CAD/CAMを利用するのは曲面加工などのモデリング形状の場合に重点を置き、金型などのスライドピンの穴加工のような場合には、ここで紹介した手法で実施することで大幅な省力化を実現できると考える。
中小企業において、大企業が導入するような本格的なソフトウェアの導入は容易ではない。また、PCやソフトウェアに精通した技術者も少なく、Excelなどの市販のアプリを活用して、何とか省力化を実現しようとしているのが現状である。
今回の開発は、多種類の穴の加工製作の工程の内容を理解し、NC加工データの作成までの工程を可能な限り省力化することを目的とした。そのことにより、見落としなどのミスを軽減し、かつ作業及び加工手順などの標準化を実現できた。
今後、さらに活用されるように改善を重ね、中小企業において、役立つツールとしたいと考えている。
この内容は、月刊「技術士」2024年2月号掲載の「穴加工用NCデータ作成ソフトの開発」を基に、さらに詳細を追加・修正しました。
<参考文献>
1) 金城俊哉:VisualC#2013 パーフェクトマスター,株式会社秀和システム,2013年12月23日第1版
2) パソコンCAD&CAM 外山真也著 海文堂出版

【執筆者】
外山技術士事務所
代表 外山 真也
技術士(情報工学部門)、博士(工学)
(日本技術士会九州本部/宮崎支部幹事)
【専門事項】
宮崎県工業技術センターにて研究開発に36年間従事、主にCAD/CAM関連の研究開発に従事。C#言語によるソフト開発などを得意とする。現在、宮崎大学工学部などで非常勤講師を務める。
※本記事のご利用にあたって
本記事の内容は執筆者個人の見解に基づくものであり、日本技術士会の公式見解ではありません。また、記事の内容は執筆時点の情報に基づいています。ご利用者様自身の判断と責任において、ご活用頂くようお願いいたします。